上海睿米仪器仪表有限公司
地 址:上海.浦东.航头镇.乐城路30弄4号(201317)
电 话:021-58220307
传 真:021-68539811
邮 箱:contact@realmeter.cn
联系人:13601764364(谢先生)
网 址:www.realmeter.cn

《睿米®标准漏孔:核心技术解析与典型应用》
*以下是根据文档内容整理的 Word 文档框架及核心内容,您可根据需求进一步编辑格式或补充细节:
——RMI-MTC™微通道工艺与创新设计解析
1. 微通道毛细管工艺(RMI-MTC™)
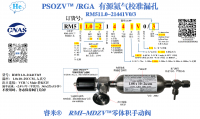
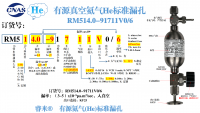
2. 零体积阀门设计(RMI-MZV™/PSOZV™)
3. RMI-Metal™金属密封工艺
4. 漏孔元器件一体化设计
5. 自研 RMI-Cal™流导模拟算法
采用精密加工技术制成50nm~200μm 孔径的理想圆管结构,孔径均匀无方向性,气体流动严格遵循流导规律,从根源上避免传统工艺的漏率波动问题 。
• 全场景覆盖:支持0.1Pa~40MPa 全压力范围及10⁰ml/sec~10⁻¹³Pa・m³/sec 全漏率区间,适配 He、H₂、冷媒、混合气体等所有气体类型 。
• 超强耐受性:抗 40MPa 高压冲击、1.2 米跌落 5 次抗震测试通过,工作温度 - 20℃~65℃,温度系数仅 0.1%/℃ 。
• 精准定制:可按客户指定压力与漏率定制,加工公差 ±10% 或更高,3~5 天快速交付 。
指标 | 睿米微通道工艺 | 传统玻璃 / 金属工艺 |
结构 | 理想圆管,无方向性 | 玻璃缝隙 / 金属压扁,孔径不均 |
压力耐受 | 40MPa | <1MPa(玻璃)/<2MPa(金属) |
漏率稳定性 | 年衰减 < 0.1% | 漏率波动大,衰减快 |
阀门呆体积 < 0.1μL(典型值 0.098μL),结合金属密封技术,实现阀门开关时气体损失≈0,对真空系统零冲击 。
• 低损耗:传统阀门每次开关损失 10cc 气体,零体积阀门仅损失 0.01cc,节省昂贵同位素气体(如 Xe、Kr) 。
• 抗干扰:常闭气动设计(PSOZV™)避免误操作,适合自动化场景,漏率自然衰减 < 0.1%/ 年 。
• 高适配性:适用于 RGA 残余气体分析、半导体超高真空系统,不冲击系统压力 。
采用金属熔融密封,密封性能达 **<1×10⁻¹⁵atm.cc/sec**,较传统工艺(1×10⁻⁹atm.cc/sec)提升 5~6 个数量级 。
• 超高精度:可制作最小漏率 10⁻¹⁵atm.cc/sec 的通道型漏孔,满足半导体芯片制造的超高真空需求 。
• 抗吸附性:解决气体在密封材料中的吸附问题,保证气体纯度,适用于质谱分析等精密场景 。
采用 KF / 阀门一体集成、无源漏孔一体成型设计,消除传统工艺的螺纹拼接或胶水密封 。
• 零泄漏:杜绝组装环节的泄漏风险,外漏率 < 1×10⁻¹¹atm.cc/sec,适用于航天等高可靠性场景 。
• 长寿命:无易损密封件,耐振动、抗腐蚀,使用寿命较传统产品延长 3~5 年 。
通过数值模拟计算气体动力粘度、流导特性,优化微通道孔径与长度,实现漏率精准预测 。
• 快速定制:3~5 天完成定制(传统工艺需数周),支持混气比例、压力、漏率的多参数同步优化 。
• 高精度控制:漏率定制公差可达 ±2%,满足科研级校准需求 。
• 半导体:光刻机真空腔漏率校准(10⁻¹⁰Pa・m³/sec 级)
• 新能源:动力电池包背压氦检(50μL 体积模拟)
• 航空航天:高压燃料管道泄漏检测(40MPa 耐压)
注:文档数据均源自《2025 睿米 ® 标准漏孔 产品手册 & 配置指导》,如需完整技术参数或案例,可联系睿米官方获取详细资料。
您可将上述内容复制至 Word 文档,进一步调整字体、段落格式或插入表格 / 图片(如漏率对比表、产品示意图等)。
(注:文档部分内容可能由 AI 生成)